
Ein Projekt das ich schon lange auf dem Plan hatte und jetzt endlich umgesetzt. Ganz final ist es noch nicht aber optisch 80% fertig. Deckt den Bereich bis zur Sturstange herunter ab – das war mir wichtig; wobei Rockcrawling klar nicht auf der Agenda steht.

Nachdem ich mit dem Stahlwerk Schweißgerät zunächst nicht so glücklich wurde, hatte ich mich [doch] nach einer MIG Kiste umgesehen. Natürlich wäre das von Anfang an schlauer gewesen, vor dem Hintergrund was meine ersten Projekte werden würden aber ich wollte einem Plasma Schneider inkl. haben, klein und günstig.
Da aber Alu Schweißen früher oder später auch am Start sein sollte – MIG Alu! – suchte ich nach einer günstige Spoolgun Mig Maschine und fand sie mit toller Ausstattung (vs. Preis) beim Sherman 200HD.
MIG Alu kann man mit Teflon Seele im MIG/MAG Brenner umsetzen. Aber die elegantere und bessere Variante ist die Spoolgun – die aber vorrangig im Anglo Raum genutzt wird. Das hat sicher auch mit Sales zu tun, denn ein ADCD Gerät zusätzlich zur MIG/MAG Maschine ist natürlich mehr Umsatz. Die Optik einer MIG Alunaht spielt für meine geplanten Projekte keine Rolle und zertifizieren muss ich meine Arbeit auch nicht.




 So sieht die Kiste aus. Schweißgeräte scheinen alle OEM Geräte zu sein, sprich eine „Marke“ ist allein durch den Versender (der auch Besteller beim Hersteller ist) definiert. Da hat den Vorteil von günstigen Kosten und den Nachteil, dass bestimmte Geräte allein dort zu beziehen sind! Die Qualität wird insbesondere von der Ausstattung eines Schweißgerätes bestimmt (und dessen Haltbarkeit Verarbeitungsqualität, die aber niemand beurteilen kann. bw erst nach Kauf und langer Nutzung). Ich wollte unbedingt ein Synergie Gerät haben und Spoolgun Anschluss.
So sieht die Kiste aus. Schweißgeräte scheinen alle OEM Geräte zu sein, sprich eine „Marke“ ist allein durch den Versender (der auch Besteller beim Hersteller ist) definiert. Da hat den Vorteil von günstigen Kosten und den Nachteil, dass bestimmte Geräte allein dort zu beziehen sind! Die Qualität wird insbesondere von der Ausstattung eines Schweißgerätes bestimmt (und dessen Haltbarkeit Verarbeitungsqualität, die aber niemand beurteilen kann. bw erst nach Kauf und langer Nutzung). Ich wollte unbedingt ein Synergie Gerät haben und Spoolgun Anschluss.
Leider ist die Firma Weldes, die in Polen ansässig ist und auch eine deutsche Seite betreibt – ein Totalausfall. Siehe oben, Gerät bei Lieferung defekt/ verbeult. Gut könnte bei Lieferung passieren aber dieses wurde nach der Verbeulung versendet! Siehe verkratze Schrauben. Also nach hin und her wieder zurück und dann ein neues Gerät bekommen. Also ca. 3 Wochen ohne Gerät!
Dann die Spoolgun bestellt.
 Sieht schön aus – funktioniert aber nicht! Again!
Sieht schön aus – funktioniert aber nicht! Again!
Gut, denke ich mir, ich bin Laie, vielleicht zu doof. Mal eine Mail schreiben und beschreiben, wie ich die angeschlossen habe und was nicht funzt. BDA auch gelesen – logisch.
Antwort: Der Inhalt der 1. Zeile aus BDA der Abteilung was falsch sein könnte. Gut das kannte ich schon und da ich die Bestellung mit angehängt hatte, stellte ich die Frage auch nicht, welche Drahtstärke ich nutzte. Ich entsprechend geantwortet. Again, wie oben schon… keine Antwort mehr. Also noch eine Email und nachdem ich darauf auch keine Antwort bekam, verbal eskaliert. Dann erfolgte die Antwort von „Dan“ er würde das Problem lösen; worum ich zuvor gebeten hatte. Er fragte mich wie ich angeschlossen hatte, das hatte ich ja schon in der 1. Email geschrieben, verwies darauf und dass es doch schlauer sei MIR zu sagen wie es geht anstatt zu fragen was der Kunde gemacht hat.
Wieder eskaliert, dann folgte das Rücksende Ticket. Ich erhielt die 2. Spoolgun und siehe da, sie funktioniert. Das waren 5 Wochen bis ich ein funktionierendes Gerät bekommen habe.
2 Produkte bei Weldes bestellt. 2 mal DOA, Dead on Arrival. In meiner ehemaligen Branche war DOA weit unter 0,1%! Hier 100%
Das Gerät ist aber tatsächlich gut – nur der Laden eine Katastrophe.
btt (back to topic):
Kennt ihr auch die Tage, wo du denkst heute besser mal genauer hinschauen …?
Das hier war so einer. Blöd wenn dann WE ist und ich was schaffen will … 🙂
Maß nehmen
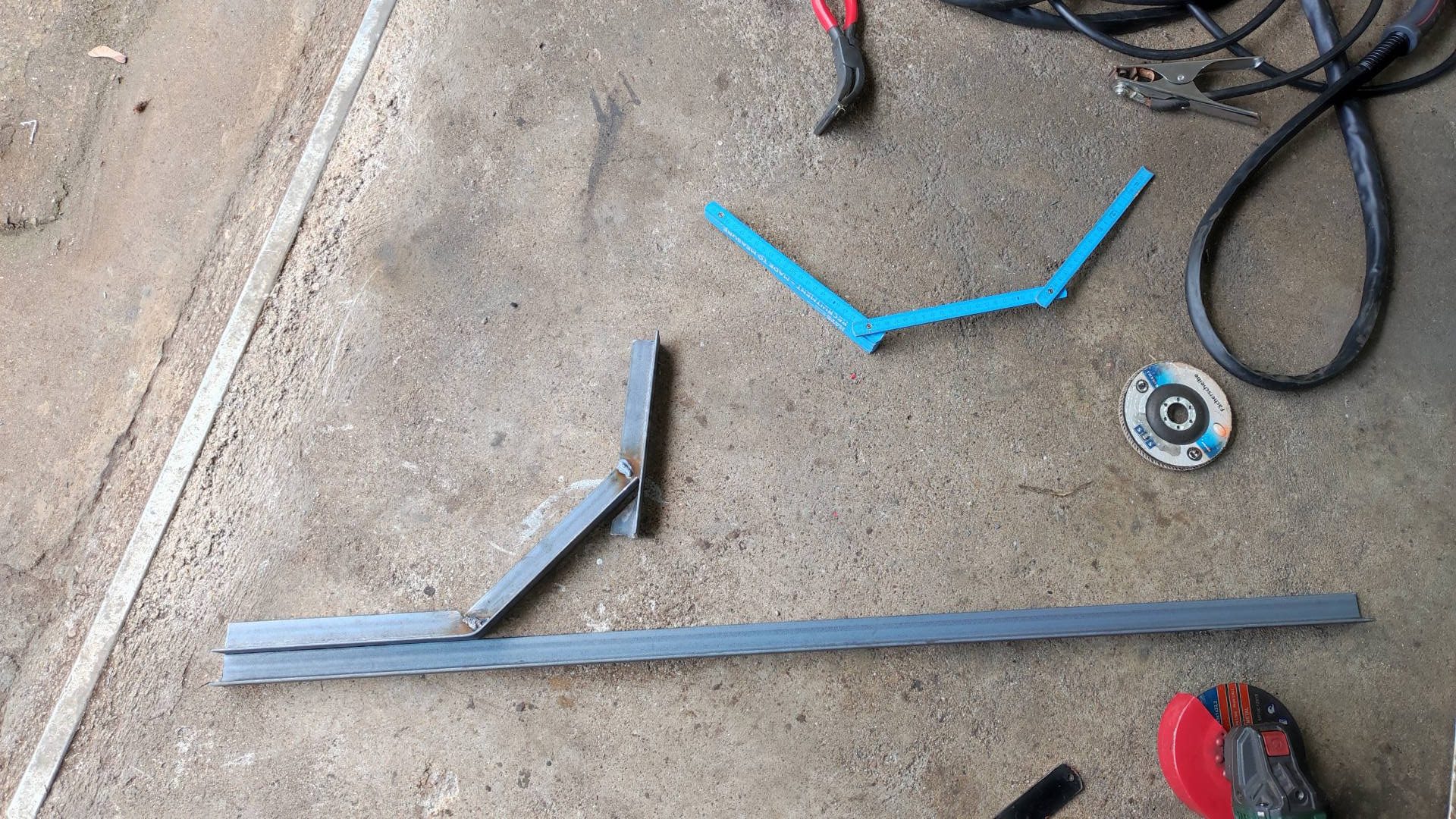 Der Zollstock ist das Winkelmaß und tatsächlich hauen auch die je ca. 20 cm genau hin! Nice. 30x30x3 mm Stahl Winkel.
Der Zollstock ist das Winkelmaß und tatsächlich hauen auch die je ca. 20 cm genau hin! Nice. 30x30x3 mm Stahl Winkel.



 Die Korrektur im Winkel ist gut zuerkennen, angebrochen und noch mal neu, dann anzeichnen (weiß) und schneiden.
Die Korrektur im Winkel ist gut zuerkennen, angebrochen und noch mal neu, dann anzeichnen (weiß) und schneiden.
nur…
 das sieht komisch aus. Erklärung ist einfach:
das sieht komisch aus. Erklärung ist einfach:
 Flasche zu. Ohne Gas wird das Schutzgas schweißen irgendwie nichts 🙂
Flasche zu. Ohne Gas wird das Schutzgas schweißen irgendwie nichts 🙂
 …hmmm. Wer sich auskennt sieht:
…hmmm. Wer sich auskennt sieht:
 Einfach mal das richtige Gas nehmen hilft ungemein 🙂 und eben aufdrehen – das ist dann schon Profi Liga.
Einfach mal das richtige Gas nehmen hilft ungemein 🙂 und eben aufdrehen – das ist dann schon Profi Liga.
 nachdem die eine Seite fertig war, die andere Seite drüber gelegt. Naja 100% gerade sind natürlich auch nicht unsere Leiterrahmen …
nachdem die eine Seite fertig war, die andere Seite drüber gelegt. Naja 100% gerade sind natürlich auch nicht unsere Leiterrahmen …





 Hier habe ich das Design schon 3 mal geändert! Die Seiten Verlängerungen dazu. Die Abstützungen nach oben an den Rahmen, hinten.
Hier habe ich das Design schon 3 mal geändert! Die Seiten Verlängerungen dazu. Die Abstützungen nach oben an den Rahmen, hinten.  ein bisschen CAD: (cardbord aided Design)
ein bisschen CAD: (cardbord aided Design)


 dann noch die Abstützungen anfertigen, anpassen, verändern, bohren, bohren der Löcher im Rahmen, dann Gewinde schneiden in den Rahmen und nach jedem Anpassschritt wieder anbringen mit 4 Bolzen ………..
dann noch die Abstützungen anfertigen, anpassen, verändern, bohren, bohren der Löcher im Rahmen, dann Gewinde schneiden in den Rahmen und nach jedem Anpassschritt wieder anbringen mit 4 Bolzen ………..
 4/5 mm Alu Tränen Blech, 800 x 1000 mm. Plasma schneiden, anpassen ….
4/5 mm Alu Tränen Blech, 800 x 1000 mm. Plasma schneiden, anpassen ….



 Das Aluschweißen ist eher eine Art butchery … 🙂
Das Aluschweißen ist eher eine Art butchery … 🙂


 müde am Samstag Abend – ja da habe ich im letzten Jahrzehnt auch andere Dinge gemacht! 🙂
müde am Samstag Abend – ja da habe ich im letzten Jahrzehnt auch andere Dinge gemacht! 🙂

 Das Bild oben ist nicht mehr aktuell: Natürlich habe ich die Ecke umgelegt, damit der Schäkel (6,7 Tonnen) schwenkbar ist.
Das Bild oben ist nicht mehr aktuell: Natürlich habe ich die Ecke umgelegt, damit der Schäkel (6,7 Tonnen) schwenkbar ist.

 Diese Kanten habe ich später noch mit einer Schwabbelscheibe abgerundet.
Diese Kanten habe ich später noch mit einer Schwabbelscheibe abgerundet.
So sieht es aus. Alle Schrauben, die mit Alu in Kontakt kommen sind aus Edelstahl – logisch und haben einen runden Kopf, damit der nicht abreißen kann. M6 und mit Inbus Kopf.
Vorn am Rahmen wird durchgeschraubt mit Passschrauben. Sprich kein Gewinde, wo es nicht benötigt wird. M8 x 120 mm. Unterlegscheiben und Selbstsichernde Muttern.
Die Ecke oben im Bild wird noch ausgeschnitten, damit der Schädel sich besser bewegen kann, 6,7 Tonnen Schäkel. Die Seiten zumachen „geht nicht“, die Verschraubung der Alu Bleche mit dem Stahlrahmen (Brantho 3in1 RAL 9005), wäre nicht wirklich zu erreichen. Vielleicht fertige ich noch je ein schraubbares Zusatzblech aus Alu an, dass die Lücke optisch schließt.
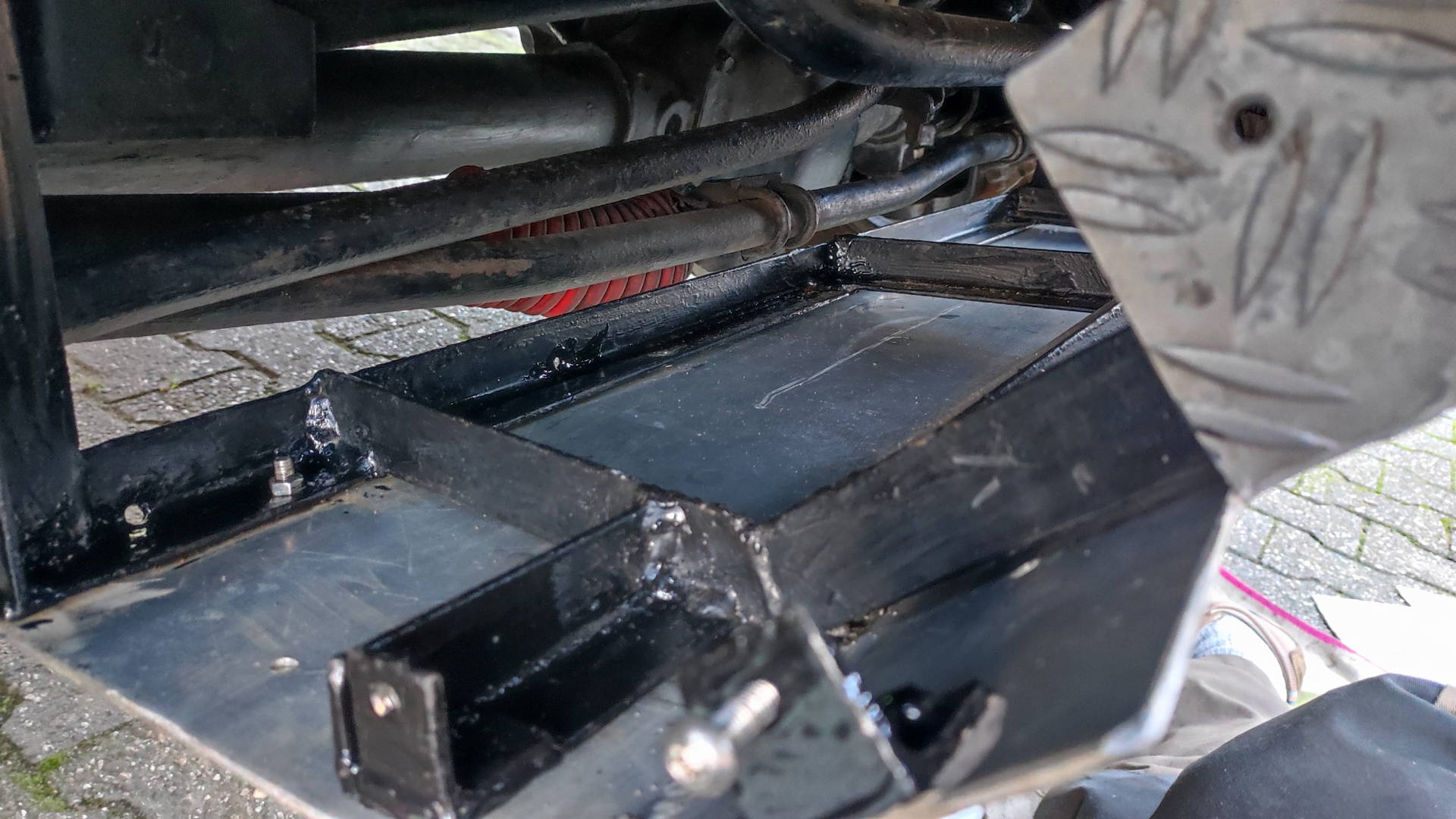
Hinten stützt sich der Unterfahrschutz an den Rahmen ab. 3 x 30 x 30 mm Stahl. Diese Stelle erfährt keine Scherkraft, sondern wenn dann nur nach oben. Da sind M6 Edelstahl mit Gewinde in den Rahmen geschraubt. Funzt 1a.
Man sieht auch schön, dass die Spurstange ca. 20 mm höher liegt und damit der Unterfahrschutz zuerst demoliert wird.
Tatsächlich finde ich aus spannend zu sehen, inwieweit die Aerodynamik damit verbessert wird. Der CW Wert – also die Qualität der Formgebung – des Econoline Series IV ist ja tatsächlich sehr gut; für 30 Jahre alt. Oben über das Auto. Aber unten, unter dem Auto sind klaffende Lücken und wir sehen hier eher das Gegenteil von einem „glatten Unterboden“!
Die Anströmung der Front dürfte aber deutlich besser sein.
Update:
Mir gefiel die Seitenansicht optisch nicht, in der man hinter dem Unterfahrschutz seitlich durchschauen kann. Technisch ist das gar kein Problem aber Abdeckungen an den Seiten macht die Sache schicker:
Das geschieht auch aus Alu. Die Teile sind geschnitten, müsse jetzt an die Seiten angeschraubt werden. Da wie von mehreren Teilen sprechen, den Rahmen, die Aluabdeckung und die Seiten, müssen die angeschraubt werden.
Die Haltewinkel dafür wollte ich zunächst mit Ottocoll 83 kleben, musste aber feststellen, dass das nicht reicht. ggf. lag es auch an der Temp von nur 5 Grad C. Nach 24h war es immer noch nicht fest.
 Das hielt nicht vernünftig. Wohlgemerkt wird hier keine Kraft eingeleitet, wenn der Unterfahrschutz in Aktion tritt! Wo wir den Rost sehen, habe ich eine Bohrung gesetzt, damit dort Wasser ablaufen kann. Aber noch nicht ganz durchbohrt, daher haben über Nacht die Metallsplitter Rost angesetzt. Der kann mit einem Lappen weg gewischt werden.
Das hielt nicht vernünftig. Wohlgemerkt wird hier keine Kraft eingeleitet, wenn der Unterfahrschutz in Aktion tritt! Wo wir den Rost sehen, habe ich eine Bohrung gesetzt, damit dort Wasser ablaufen kann. Aber noch nicht ganz durchbohrt, daher haben über Nacht die Metallsplitter Rost angesetzt. Der kann mit einem Lappen weg gewischt werden.
Bis auf 2 Stellen (hier im Bild links vertikal) werden alle Verschraubungen so ausgeführt, dass die M6 Edelstahlschrauben in ein Gewinde greifen! Sprich kein Muttern anhalten auf der Rückseite oder Schlüssel ansetzen oder oder. So werden bei der Montage also zuerst der Rahmen an den Leiterrahmen durchgeschraubt (Vorn oben je 2 x M8 durch den Rahmen) und hinten mit M6 in den Rahmen mit Gewinde darin.
Danach das Alublech daran schrauben. Dafür werden Muttern von hinten gekontert, was dann easy geht und kein Problem ist.

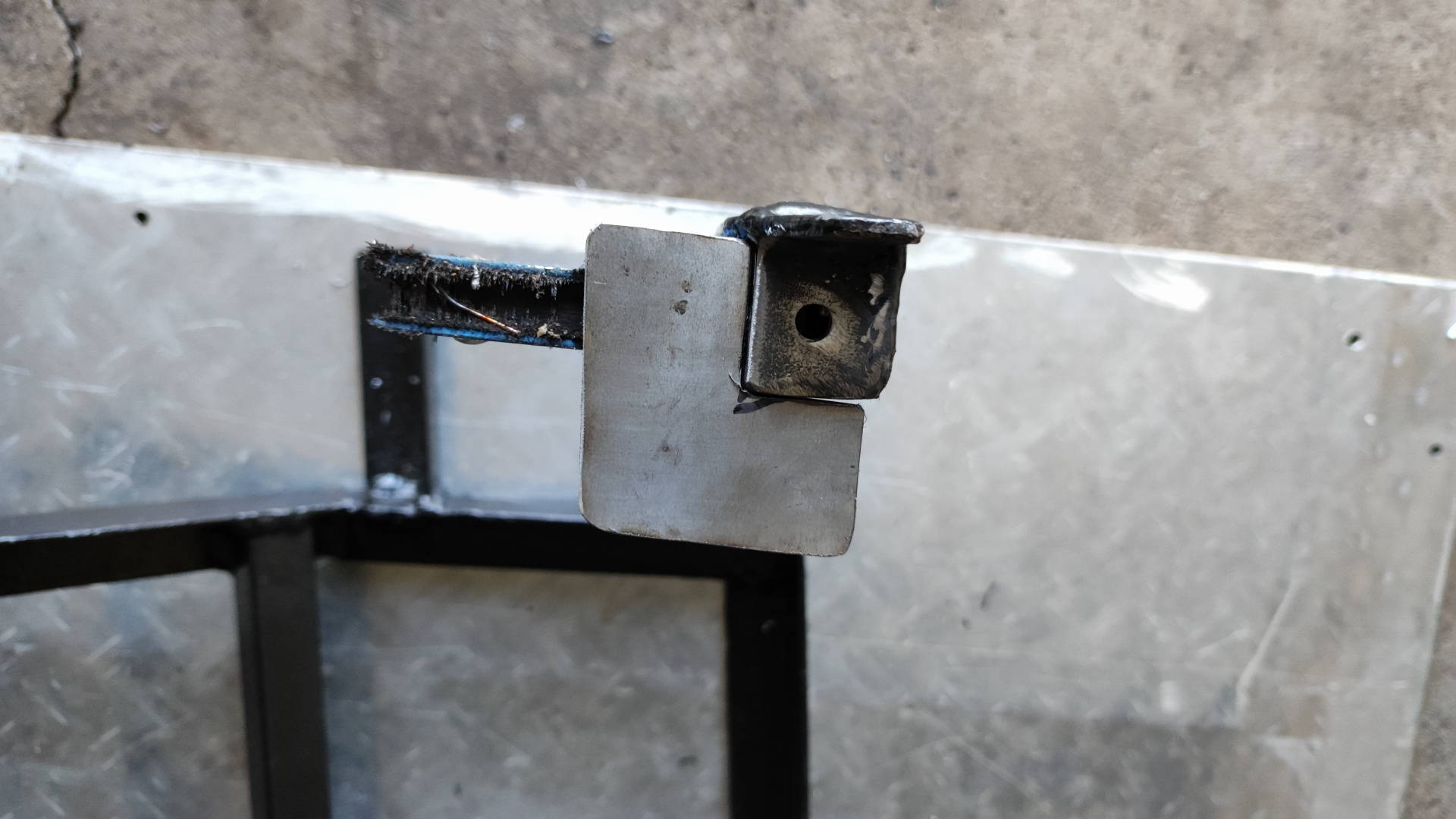
Links die 2 Winkel sind mit WIG geschweißt . 1. Versuch – sieht furchtbar aus, ist aber Wurscht, halten wird das Problemlos. Hier alles nicht nachgearbeitet. Das sind M8 Schrauben, die durch das Alu müssen, damit daran die Winkel für die Seiten angeschraubt werden können; mit M6. Alu und Stahl lässt sich bekanntlich nicht schweißen. Einpressmuttern halte ich für nicht stark genug.
Rechts 1 von 3 Winkeln mit MAG geschweißt. Hier hatte ich kein Licht und mehr oder weniger blind geschweißt, sonst wäre es besser geworden.  M6 Gewinde noch mal nachgeschnitten.
M6 Gewinde noch mal nachgeschnitten.
Dummer Weise habe ich nur das rechte nachgeschnitten, das andere war iO. Bis ich tags darauf nach dem Lackieren eine M6 da hinein geschraubt habe. Null Problem. Dann wollte ich sie heraus schrauben – ging nicht! Das habe ich noch nie erlebt: Leicht hinein und bei Herausdrehen geht die Schraube nach 3 Umdrehungen fest.
Daher habe ich dann kurzerhand noch mal 30x30x3 mm L Profil Stahl auf ca. 25mm abgeschnitten, M8 und M6 Löcher gebohrt und eine M8x18 mit MAG eingeschweißt und anschließend lackiert.


 Später noch lackiert, logisch. MAG geht natürlich super schnell.
Später noch lackiert, logisch. MAG geht natürlich super schnell.

Hier sieht man jetzt schön die angefertigten Verschraubungen. MAG angeschweißt und M6.

Hier die Verbindung an der Front, durchs Alu mit M8, dort muss geschraubt werden, da Alu und Stahl nicht verschweißt werden kann und Alu Muttern nicht stabil sind und in dieser Applikation Unsinn.
 Rechte Seite, hier 4 Verbindungspunkte. Ganz links im Bild nur Löcher, keine angeschweißten Muttern, weil man dort sehr leicht von hinten die Mutter greifen kann.
Rechte Seite, hier 4 Verbindungspunkte. Ganz links im Bild nur Löcher, keine angeschweißten Muttern, weil man dort sehr leicht von hinten die Mutter greifen kann.
 Hier mit Lack, Brantho 3in1. Im Hintergrund sieht man die 3 Löcher, die je Ablauf sind, wenn sich dort Wasser sammelt! Diese Löcher sind, wie immer, angesenkt und ebenfalls lackiert. Der Rost aus dem Bild oben ist oberflächlich gewesen und mit Lappen weggewischt. Trocknet jetzt wieder 24h und länger, bei der Kälte.
Hier mit Lack, Brantho 3in1. Im Hintergrund sieht man die 3 Löcher, die je Ablauf sind, wenn sich dort Wasser sammelt! Diese Löcher sind, wie immer, angesenkt und ebenfalls lackiert. Der Rost aus dem Bild oben ist oberflächlich gewesen und mit Lappen weggewischt. Trocknet jetzt wieder 24h und länger, bei der Kälte.
Die Verbindung, die ins Alu geschraubt ist, ist natürlich auch an der Kontaktstellen mit dem Alu fett mit Brantho lackiert.



